金属焊接
金属的焊接性指的是金属材料对焊接工艺的适应性,主要指在特定的焊接工艺条件下获得高质量焊接接头的难易程度。广义上讲,“焊接性”这个概念还包括“可用性”和“可靠性”。焊接性取决于材料的特性和所使用的工艺条件。金属材料的焊接性不是静态的,而是发展的。例如,对于原来被认为焊接性差的材料,在科学技术的发展下,新的焊接方法使得焊接更加容易,也就是焊接性变得更好。因此,我们不能只从工艺条件出发讨论焊接性。
焊接性包括两个方面:一是接头性能,即在特定的焊接工艺条件下形成焊接缺陷的敏感性;二是实际性能,即在特定的焊接工艺条件下焊接接头对使用要求的适应性。
焊接方式
- 激光焊接(LBW)
- 超声波焊接(USW)
- 扩散焊接(DFW)
- 等等
- 焊接是一种将材料(通常是金属)通过加热至熔化点然后冷却和凝固的过程,通常还会加入填充材料。材料的焊接性指的是在特定的工艺条件下能否进行焊接,这取决于材料的特性和所采用的焊接工艺。
- 焊接性可以分为两个方面:接头性能和实际性能。接头性能指的是在特定的焊接工艺条件下形成焊接缺陷的敏感性,而实际性能指的是在特定的焊接工艺条件下焊接接头对使用要求的适应性。
- 焊接方法有很多种,包括激光焊接(LBW)、超声波焊接(USW)和扩散焊接(DFW)等。选择焊接方法取决于被连接的材料、材料的厚度、所需的接头强度等因素。
激光焊接
激光焊接,也被称为激光束焊接(LBW),是一种制造技术,通过使用激光束将两个或更多材料(通常是金属)连接在一起。
这是一种非接触式的工艺,需要从被焊接零件的一侧进入焊接区域。
激光产生的热量使接头两侧的材料熔化,当熔融的材料混合并重新凝固时,它们融合在一起。
焊接是通过强烈的激光光束迅速加热材料形成的,通常计算在毫秒级别。
激光束是一种相干(单相)的单波长(单色)光。激光束具有较低的光束发散度和高能量含量,在击中表面时会产生热量。
与所有焊接形式一样,使用激光焊接时细节很重要。您可以使用不同的激光器和各种激光焊接工艺,而在某些情况下,激光焊接并不是最佳选择。
超声波焊接
超声波焊接的基本原理如下:
- 夹具中的零件:要组装的两个热塑性零件被放置在一个支撑嵌套件(夹具)中,一个零件叠放在另一个零件上面。
- 超声波角接触:一种称为角接触头的钛或铝部件与上部塑料零件接触。
- 施加力量:对零件施加一定的受控力量或压力,使它们与夹具紧密连接。
- 焊接时间:超声波角头以20,000次/秒(20 kHz)或40,000次/秒(40 kHz)的频率垂直振动,在以千分之几英寸(微米)为单位的距离上进行一段预定的时间,称为焊接时间。通过精心的零件设计,这种振动机械能被定向到两个零件之间有限的接触点上。机械振动通过热塑性材料传递到接合界面,产生摩擦热。当接合界面的温度达到熔点时,塑料熔化并流动,振动停止。这样,熔化的塑料开始冷却。
- 保持时间:保持一定时间的夹紧力量,使熔化的塑料在冷却和固化过程中融合。这称为保持时间。(注意:通过在保持时间内施加更大的力量,可以提高接头强度和气密性。这可以通过双重压力实现)。
- 角接触头收回:一旦熔化的塑料固化,夹紧力被释放,超声波角头被收回。两个塑料零件现在像模塑在一起一样连接,并作为一个整体从夹具中取出。
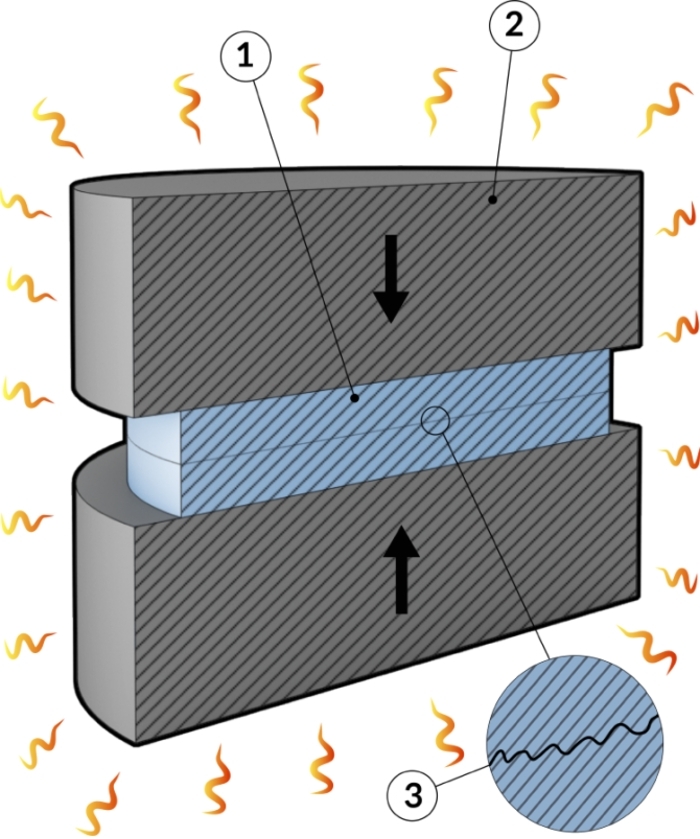
扩散焊, DFW
扩散焊接是一种通过热和压力来进行的连接过程,其中接触面通过原子的扩散来实现连接。
扩散焊接的过程如下:
- 两个不同浓度的工件被放置在两个压力机之间。对于每种工件的组合,压力机是独特的,这意味着如果产品设计发生变化,就需要新的设计。
- 系统接收到相当于材料熔点的约50-70%的热量,增加了两种材料中原子的运动性。
- 然后将压力机压紧,使得两种材料在接触区域开始扩散。扩散是由于工件具有不同的浓度而发生的,热量和压力只是使过程更加容易。因此,压力被用来使材料的接触面尽可能接近,以便原子更容易扩散。当达到所需的原子扩散比例时,去除热量和压力,完成焊接过程。